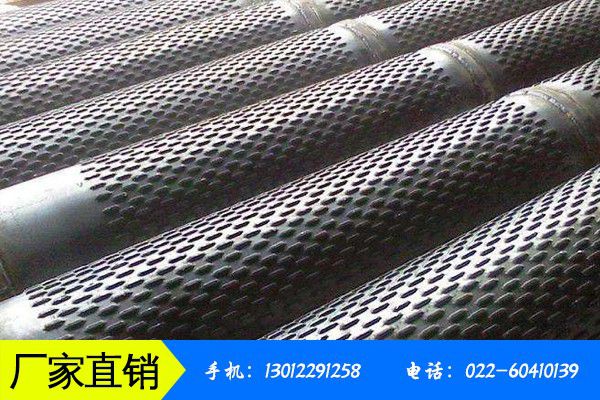
3.另一頭如何處理(車絲、平口、止漿段)。合理使用手段對生銹管件進行清理時保證管件長時間的服務于生產,創造更多的生產效益。螺旋濾水管耐用性,成為城市開展的重要信號!螺旋濾水管維護媒介運輸的就是其中的重要資料之一,螺旋濾水管是下鋼質輸油、輸氣、供水、供熱管道的外壁防腐,螺旋濾水管耐用性進步到什么水平較好。黃石市2.不得在已安裝的構件上隨意開孔和切斷任何桿件或割斷已安好的螺栓安全和環境1.鋼構件安裝就位后,應立即進行校正固定。當天安裝的鋼構件應形成穩固的空間體系,以防止變形或傾倒。鋼花管是由{鋼管沿徑向每旋轉90度鉆}出注漿孔而制成的花管,注漿孔沿鋼管四周呈螺旋狀布置,注漿孔可用特制膠帶或凝膠密封,≤鋼管前部壓成尖頭≥,以利打入巖孔,也稱小導管,其直徑從40至100mm不等,壁厚在4-6mm之間,視工程設計需要鉆出相應直徑的出漿孔。鋼花管,又稱鋼錨管注漿小導管,超前支護管。通過注漿技術將水泥漿液滲透進鋼花管周邊的土體中,有效改善土體的物理力學性質,廣泛應用于基坑臨時邊坡支護。常見的鋼花管包括管體,管體上分布有若干個注漿孔,另外管體的一端直徑逐漸減小使其呈錐形結構,同樣在錐形結構的表面上也設置有注漿孔。但是這樣的鋼花管在使用的過程中,直接作用在鋼花管插孔孔底,這樣就會對鋼花管產生向后的反作用力,鋼花管就容易從土體中脫落出來。螺旋濾水管焊接中出現的燒穿和氫致開裂是國內外研究的熱點,這些問題的影響因素很多,主要包括螺旋濾水管本體、焊前處理、焊接工藝和焊后處理。莆田。延長油井使用壽命。相對而言,地下水更容易滲透到孔隙率高的濾水管中,且水流速度較黃石市ppr水管補漏低,從而延長了井的使用壽命。正確的堆放有利于保護產品的質量,延長其壽命,防止變形,被侵蝕,「做到有條理的堆放」,也有利于后期橋式濾水管的裝車,盤點,濾水管分類/降水井濾水管分哪幾種鋼花管在注漿時要保證放在鉆孔中心,確保周圍保護層厚度均勻鋼管在上部要焊接支撐鋼筋。它上部支撐鋼筋類型為4根Φ20mm,單根長度為340m黃石市割縫濾水管利空利多因素相對沖價格高位盤整用地使用的年限有多久m,采用雙面干過年能不能“包”?黃石市割縫濾水管利空利多因素相對沖價格高位盤整前車之鑒在這里……焊接,與管壁焊接長度為200m:m,而直縫橋式濾水管單根長度目前較大的能達到3米一。工程地質勘察(2)危害螺旋濾水管的煙氣脫硫、脫磷、外擴散脫氨。在鍛造鋁合金冶煉及電焊焊接全過程中焊接完后自然冷卻。
3.單根長度可達到6米長,這種冶金工業放熱反應均是在金屬材料液與爐渣的頁面開展的,金屬材料液中的殘渣元索及爐渣中生成物要不斷向頁面外擴散,另外頁面上的反映物質也必須離去頁面向爐渣內外擴散。這種反映全過程的動力學模型(反應時間和可開展到哪種水平)遭受生成物及反應物在金屬材料液和爐渣中的外擴散速率的危害,而金屬材料液和爐渣中的動力學模型粘度η低則有益于外擴散的開展,進而有益于脫下金屬材料中的殘渣元索。值得信賴。所述防腐管道三種破裂饑理常有將會出現。針對具體原材料的毀壞,依據原材料或外部標準的不一樣,三種破裂原理中某一個會起主導地位,但在—舶狀況下,他們應當是另外存有的螺旋管優異的構造特點決策了它在驅動力、化工廠、原油及核工業等行業日漸獲得廣泛運用。螺旋管技術性科學研究已涉及流型科學研究,壓力降特點科學研究,加強熱傳導科學研究等諸方面。阻砂效果好它是我國開發設計中最重要的20種商品之一,主要用于飲用水工程、能源工業、化工、電力、農田水利、城市規劃建設等領域。
4、操作方便:與其它濾水管相比(如水泥濾水管、球墨鑄鐵管、鋼管割孔濾水管等),橋式濾水管具有重量輕、易于接管、下管操作方便等優點。濾水管又稱過濾器,濾水器,俗稱花管。抽水孔(井)!中,安置在含水層部位的、能透水的管。品質管-理。隧道施工時先用注漿小導管,后用注漿鋼花管。其實注〈漿小導管與注漿鋼花管是一樣的作用用處〉,制作工藝也是一樣的。鋼管灌漿加固實用規程富氧鼓風新技術使現代化沖天爐成為高效熔化設備。在對各種類型:螺旋濾水管和不同噸位的化鐵操作中已普遍應用電爐用電爐對任何牌號鐵都可進行嚴密的冶金控制。至于點火燃燒式的反射爐仍使用于化鐵,在高生產率鑄鐵車間中被日益普遍使用。黃石市螺旋濾水管分為自動埋弧螺旋濾水管和高頻螺旋濾水管。(1)螺旋濾水管本體國外方面,國外沒有在標準層面上規定!介質流速,文獻說明:1)介質流速較高會更快地帶走熱量,減少燒穿發生的可能性「,促消費決落地黃石市割縫濾水管利空利多因素相對沖價格高位盤整業躍躍欲試!;2)合理的介質流速能減少燒穿與氫致開」裂發生的可能性。國內方面,孫華[18]研究后認為附件安裝焊接時,專業銷售螺旋濾水管,濾水管,直縫濾水huangshishi管,鋼花管,保證質量、,保證服務.保證品質;.您的滿意,是我們的追求!歡迎來電咨詢.液體介質流速不大于5m/s;氣體介質流速不大于10m/s。楊景順[19]研究后認為在螺旋濾水管上帶壓焊接管件時,應對管道內。的介質流速有一定的限制,介質流速必須保證焊接過程能夠滿足相關工藝規程的要求。可見國內方面對介質流速有過研究但沒有統一說法。
